加 工 |
||||||||
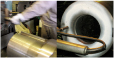
| 鋳造され次工程を待つロールを、当社では「黒皮」と呼んでいます。「黒皮」状態のロールは加工工場に移動後、それぞれの個体ごとにさまざまな用途に応じた加工を施されて仕上げられます。 | ||||||||
| 鋳造方法 | ||||||||
|
||||||||
| ドリルドロールの構造 | ||||||||
|
||||||||
東海ロール株式会社








Contents |
|
 |
|
 |
|
 |
|
 |
|
製造方法 |
|
 |
|
 |
|
 |
|
東海ロールについて |
|
|